バネ座穴を製品形状造り込みと同時に成形加工で付加させることを実現

変速機内部のクラッチに使用される部品。
油圧にてクラッチのON/OFFを切り替えるためのピストンでOFFの際にピストンを解放させる際に必要なバネ座となっております。
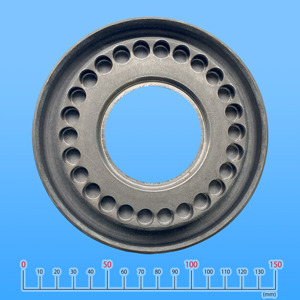
ピストン[正面]

ピストン[裏面]
特許取得済み:第4943374号
名称:自動車変速機用ピストンのバネ座止まり穴加工方法
基本的には、右の写真の様に薄板板金のものが主流。 肉厚の製品に於いては、全て機械加工でバネ座を加工しております。 バネ座は、油圧の抜け防止のため未貫通の止まり穴でありバネの本数分の多くの穴が配列されております。

バネ座成形の特徴
| 当社 | 他社 | |
|---|---|---|
| 加工方法 | バネ座成形加工 | 機械加工によるバネ座加工 |
| 工程 | プレス金型をバネ座穴個数分配置し、 1パンチで成形加工1ストロークで加工可能 |
①ドリル加工で穴あけ ②リーマ加工で底部の面仕上げ加工①、②を全穴に対して加工 |
| 加工時間 | 約4秒/個 | 約5分/個 |